服务项目
最新动态
 首页 > 服务项目 > 元件组合装置生产制造许可证 > 大直径法兰焊接工艺及焊接方法
首页 > 服务项目 > 元件组合装置生产制造许可证 > 大直径法兰焊接工艺及焊接方法制造许可证:大直径法兰焊接工艺及焊接方法
1、大直径法兰在焊接施工中,虽然只有一道焊口,但考虑到焊接变形与焊接质量,采取X形坡口。
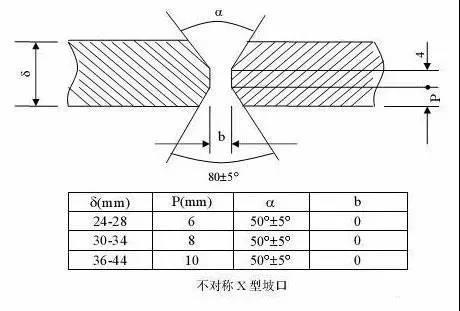
首先,将环形坯料水平固定在龙门架夹具平台上,然后进行坡口加工,坡口加工先采用火焰进行切割,然后用砂轮机磨制而成,要求坡口表面光滑、平整、无明显凹槽,坡口表面及两侧无氧化铁、杂质、水分、油渍及分层等缺陷。
由于坯料的厚度较厚,选择合适的焊接方法直接影响焊接产生的变形程度。选择手工焊进行两边对称焊接。
2、大直径法兰若焊接不当,仍有可能产生焊后变形。
如,先焊完X坡口的一面,再焊接另一面;则先焊第一面时,结构刚性还比较小,焊接变形较大,当焊反面时,正面的焊缝已经成型,结构刚性大大增加,这时焊接引起的变形量比正面小,虽然两者变形方向相反,但并不能完全抵消,最后仍保留第一面的变形方向。
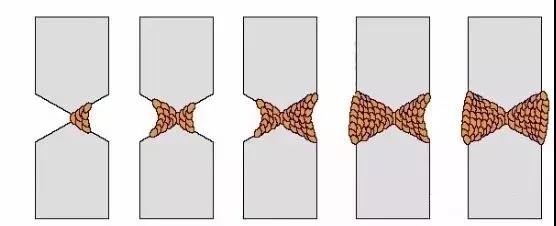
根据焊接工件的厚度及焊条直径确定焊接层数,本例工件厚50mm,分成10层进行,每面5层,焊接采用正反对称焊接,每层焊接完成后锤击焊缝数次,以及待焊缝完全冷却以后再卸掉工装夹具,尽量消除焊接应力。
3、大直径法兰焊接完成后,按JN4700要求进行全面的RT或UT检查,由于焊接部位是应力集中和法兰强度比较薄弱的部位,所以必须进行无损检测,且必须达到等级要求。UT检查必须达到Ⅰ级合格,或者RT必须达到Ⅱ级合格,检测方法按JB4730规定进行。
想了解更多的关于制造许可证信息可以经常关注我们
